預(yù)浸料是制備復(fù)合材料的核心中間材料�����,指將未固化的樹脂預(yù)先與纖維浸潤結(jié)合制成的半成品��,成品具備一定儲存期�����,在有效期內(nèi)可隨時開展鋪層設(shè)計與成型加工����,后續(xù)經(jīng)加熱即可完成固化�����。預(yù)浸料所用樹脂以熱固性樹脂為主�,常用的有酚醛樹脂、環(huán)氧樹脂��、雙馬樹脂��、乙烯基樹脂�����、氰酸樹脂等����。其中碳纖維預(yù)浸料又稱碳纖維預(yù)浸布,是以經(jīng)展紗處理的碳纖維絲束或碳纖維編織布為基材�����,在特定壓力和溫度作用下�����,與預(yù)先涂敷于離型紙上的樹脂復(fù)合�����,再經(jīng)冷卻�����、覆膜、卷取等工藝制成����;該類預(yù)浸料中環(huán)氧樹脂的應(yīng)用最為廣泛,雙馬樹脂和氰酸樹脂則多用于耐高溫的應(yīng)用場景�����。
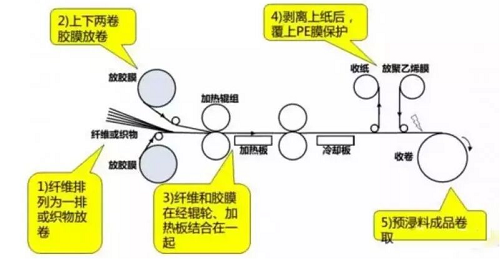
預(yù)浸料生產(chǎn)示意圖
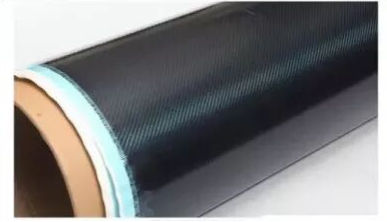
預(yù)浸料的常見組成部分為:底部是一層離型紙(白色)���,中間為成品預(yù)浸料(黑色)��,表面再覆蓋一層聚乙烯薄膜(藍色)�,其中中間的成品預(yù)浸料又由樹脂和纖維組成����,具體見下圖。
(a)碳纖維UD預(yù)浸料 (b)碳纖維編織布預(yù)浸料
生產(chǎn)好的碳纖維預(yù)浸料
預(yù)浸料適用工藝較多���,主要是熱壓罐工藝����、真空袋壓工藝、預(yù)浸料模壓工藝����、預(yù)浸料吹氣模壓����、卷管工藝和纏繞工藝。
一����、熱壓罐工藝
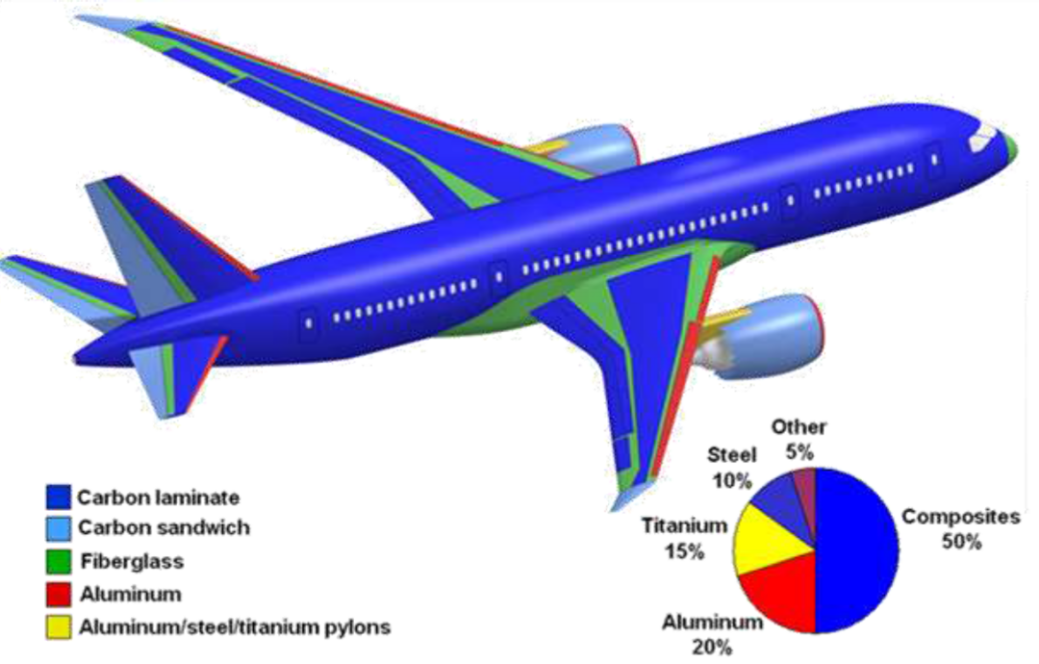
熱壓罐工藝是纖維復(fù)合材料應(yīng)用較多、最為常見的一種成型方式�,特別在航空航天領(lǐng)域的比重更是高達80%以上。成型的構(gòu)件多應(yīng)用于航空航天領(lǐng)域等主承力和次承力結(jié)構(gòu)��,以及國防����、軌道交通、電子通訊���、汽車制造�、體育運動器材等諸多領(lǐng)域�����。
2006年ASC為波音787機身定做的:長度23米,直徑9米
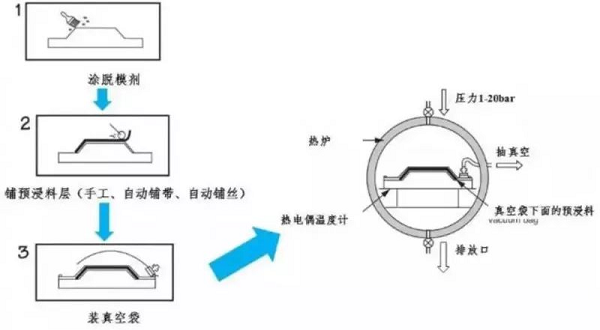
熱壓罐工藝示意圖如上
將碳纖維預(yù)浸料按鋪層要求鋪放于模具上�����,將毛坯密封在真空袋后放置于碳纖維熱壓罐中�����。在真空狀態(tài)下�,經(jīng)過熱壓罐設(shè)備升溫、加壓�����、保溫���、降溫和卸壓等程序��,利用熱壓罐內(nèi)同時提供的均勻溫度和均布壓力實現(xiàn)固化����,從而可以形成表面與內(nèi)部質(zhì)量高、形狀復(fù)雜的碳纖維復(fù)合材料制件����。用熱壓罐的一個重要原因是向預(yù)浸料提供足夠的壓力,以此抑制孔隙的生成��,所以做出來的產(chǎn)品性能好�,能夠作為結(jié)構(gòu)件使用�。因此熱壓罐工藝在航空航天上應(yīng)用較多,但是熱壓罐工藝也存在成本高��、效率低的缺點����。
二、真空袋壓工藝
針對熱壓罐成本高的缺點��,發(fā)展了真空袋壓工藝�����,真空袋壓工藝前序工藝和熱壓罐類似�����,后期固化不使用熱壓罐,而是使用固化爐���。
固化爐價格便宜�,但沒有壓力�,在抽真空情況下,壓差只有一個大氣壓��。因此要得到類似的孔隙率�,對樹脂和預(yù)浸料要求較高。有研究表明�,半浸潤的預(yù)浸料能夠有效地提高氣體滲透性,OoA預(yù)浸料采用樹脂半浸潤����,將干纖維作為排出氣體的通道,在零件固化時卷入的氣體和揮發(fā)份都可以通過通道排出�。
三、預(yù)浸料模壓工藝
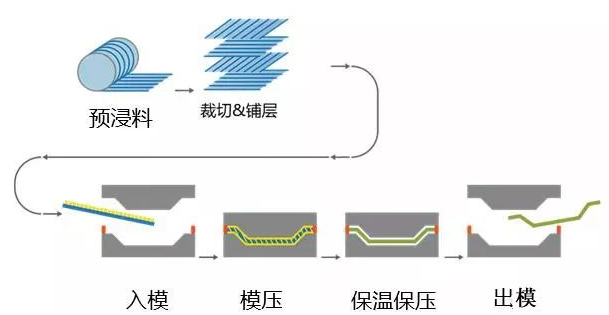
將一定量預(yù)浸料加入金屬對模內(nèi)�,經(jīng)加熱、加壓固化成型的方法�����。
預(yù)浸料模壓相對生產(chǎn)效率高�����,便于實現(xiàn)專業(yè)化和自動化生產(chǎn),特別是使用快速固化預(yù)浸料�����,時間可以縮短到10分鐘以內(nèi)一模���;產(chǎn)品尺寸精度高����,重復(fù)性好�����;表面光潔��;能一次成型結(jié)構(gòu)復(fù)雜的制品�����;適合批量生產(chǎn)���。不足之處在于模具制造復(fù)雜���,投資較大,加上受壓機限制�����,最適合于批量生產(chǎn)中小型復(fù)合材料制品�����,不易生產(chǎn)大尺寸產(chǎn)品����。而且預(yù)浸料本身有一定加工成本。
預(yù)浸料模壓應(yīng)用的領(lǐng)域較多���,航空航天��、汽車���、電子、醫(yī)療器械���、體育器械等�����。
四�����、預(yù)浸料吹氣模壓
該工藝源自預(yù)浸料模壓技術(shù)����,適用于中空碳纖維制品生產(chǎn),技術(shù)雛形發(fā)源于中國臺灣���。早期生產(chǎn)碳纖維球拍時��,采用“發(fā)泡劑填充-模壓加熱”工藝�,利用發(fā)泡膨脹壓力撐開預(yù)浸料定型����。此工藝存在異響���、重量難控等缺陷�����,后續(xù)研發(fā)出“吹氣模壓”工藝����。該工藝目前是體育用品的主流工藝,包括碳纖維羽毛球拍���、高爾夫球桿��、棒球拍��、自行車等產(chǎn)品��,都是該工藝生產(chǎn)出來的��。
五����、卷管工藝
碳纖維卷管成型工藝是采用碳纖維預(yù)浸料���,通過卷管機熱卷成型的復(fù)合材料制品加工方法��。該工藝為當前碳纖維釣魚竿生產(chǎn)的主流工藝�,又名搓管工藝����。從行業(yè)實踐來看�,早期部分小型碳纖維釣魚竿生產(chǎn)企業(yè)曾采用人工搓制的簡易加工方式�,即由操作人員手持預(yù)浸料在芯管上完成搓卷成型。
該工藝的具體流程如下:借助卷管機熱輥對碳纖維預(yù)浸料進行加熱軟化�,使預(yù)浸料中的樹脂膠粘劑熔融;在設(shè)定張力條件下�����,利用熱輥與心軸的摩擦力驅(qū)動預(yù)浸料連續(xù)卷繞至管芯表面����,直至達到設(shè)計壁厚;隨后通過冷輥進行冷卻定型����,定型完成后從卷管機取出坯料,纏繞熱收縮膜并送入烤箱進行固化處理���;待管材完全固化后,去除熱收縮膜及內(nèi)芯模具��,最終獲得復(fù)合材料卷管制品����。
除常規(guī)圓管(如碳纖維釣魚竿)外����,該工藝還可實現(xiàn)方管�、三角形管及其他異形截面管材的生產(chǎn),適配不同領(lǐng)域的應(yīng)用需求��。
六�����、纏繞工藝
廣義上來說前面的卷管工藝也可以說纏繞工藝�,但該工藝并不使用連續(xù)的預(yù)浸料,而是有一定的疊層設(shè)計����。我們?nèi)粘@p繞工藝,可以使用連續(xù)的預(yù)浸料����,通過一定的角度設(shè)計,生產(chǎn)管材����、氣瓶等�����。因此這里的預(yù)浸料和傳統(tǒng)的預(yù)浸料有所差異����,多使用預(yù)浸窄帶���。
碳纖維預(yù)浸料優(yōu)點明顯�,廣泛應(yīng)用于釣具����、運動器材、體育用品�、航空航天等領(lǐng)域, 軍事上用于制造火箭����、導(dǎo)彈、衛(wèi)星��、雷達��、防彈車����、防彈衣等重要軍工產(chǎn)品。
本文章來源于微信公眾號 復(fù)材應(yīng)用技術(shù)